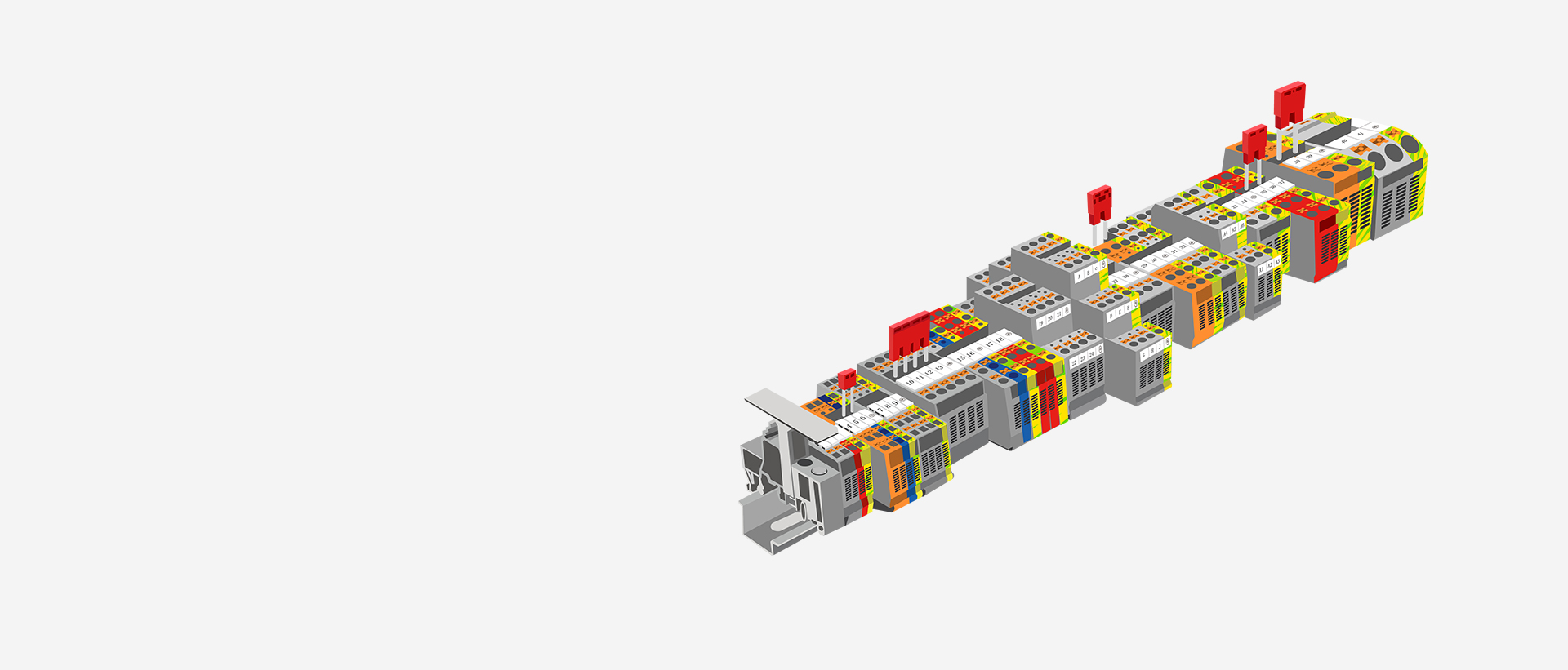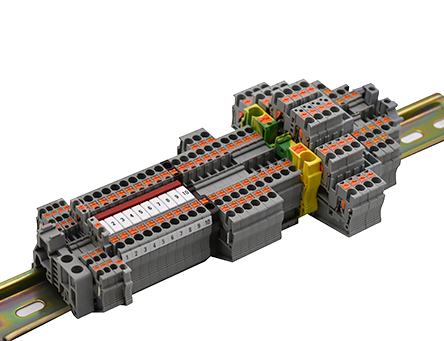

具有通用安裝腳因而可安裝在U型導(dǎo)軌NC35上,壓緊力大,抗震性及氣密性好
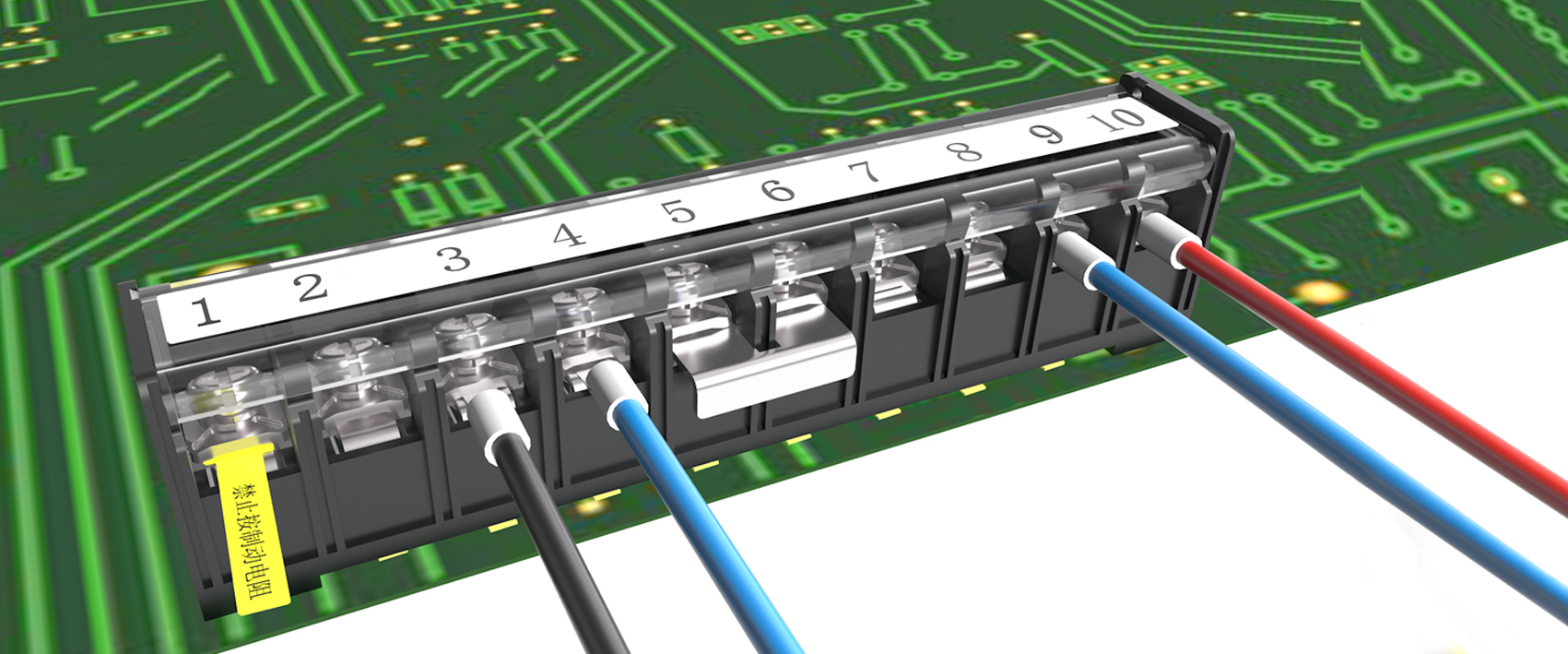
可從豎直或水平兩個(gè)方向?qū)\式彈簧接線單元進(jìn)行操作,線對(duì)板連接,接線方式多樣化
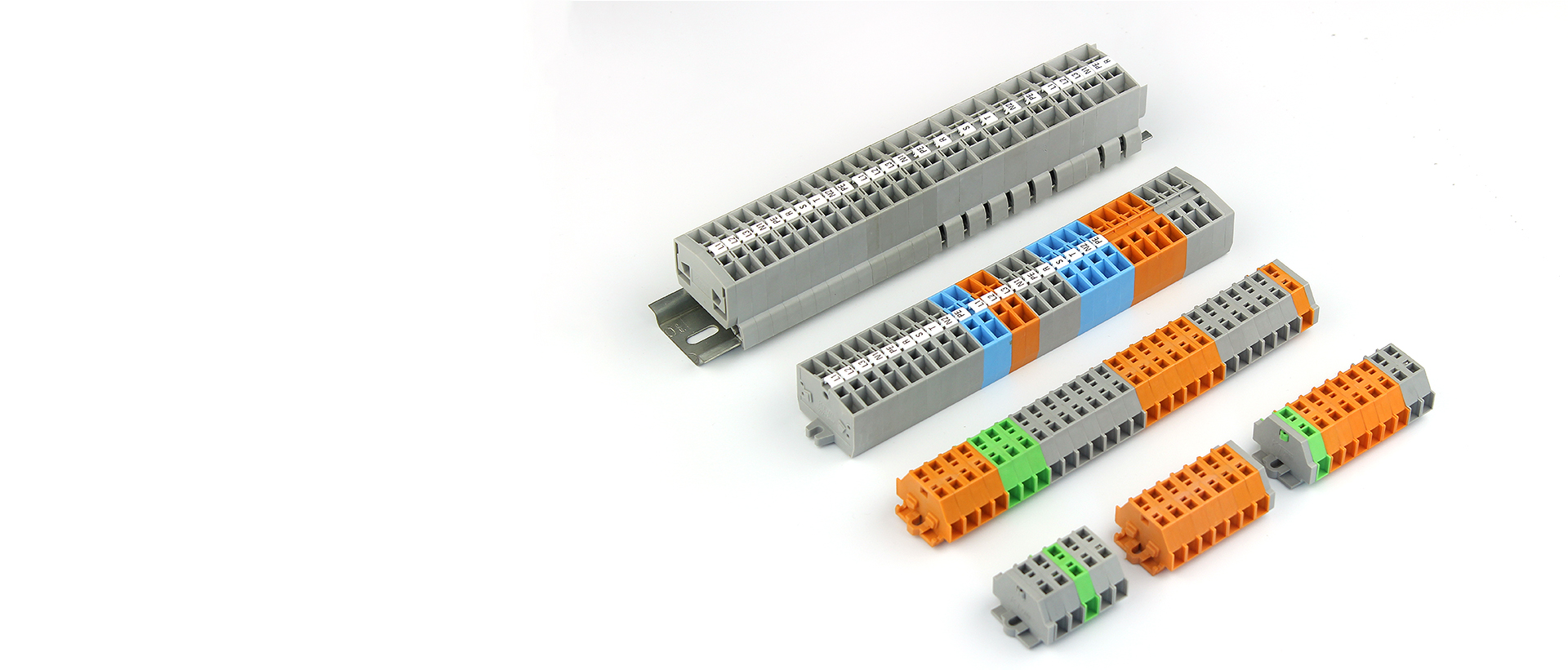
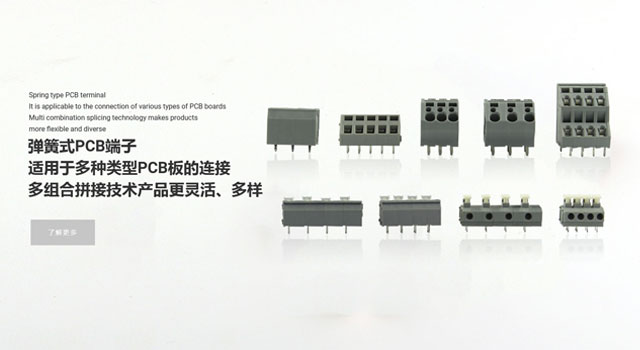
采用籠式彈簧接線技術(shù),產(chǎn)品精巧,拼裝靈活,能夠滿足客戶更加苛刻的使用空間要求
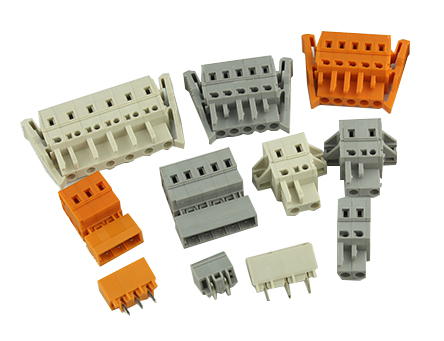
采用籠式彈簧和片式彈簧接線技術(shù),采用組合拼接技術(shù)更增加了產(chǎn)品的靈活多樣性
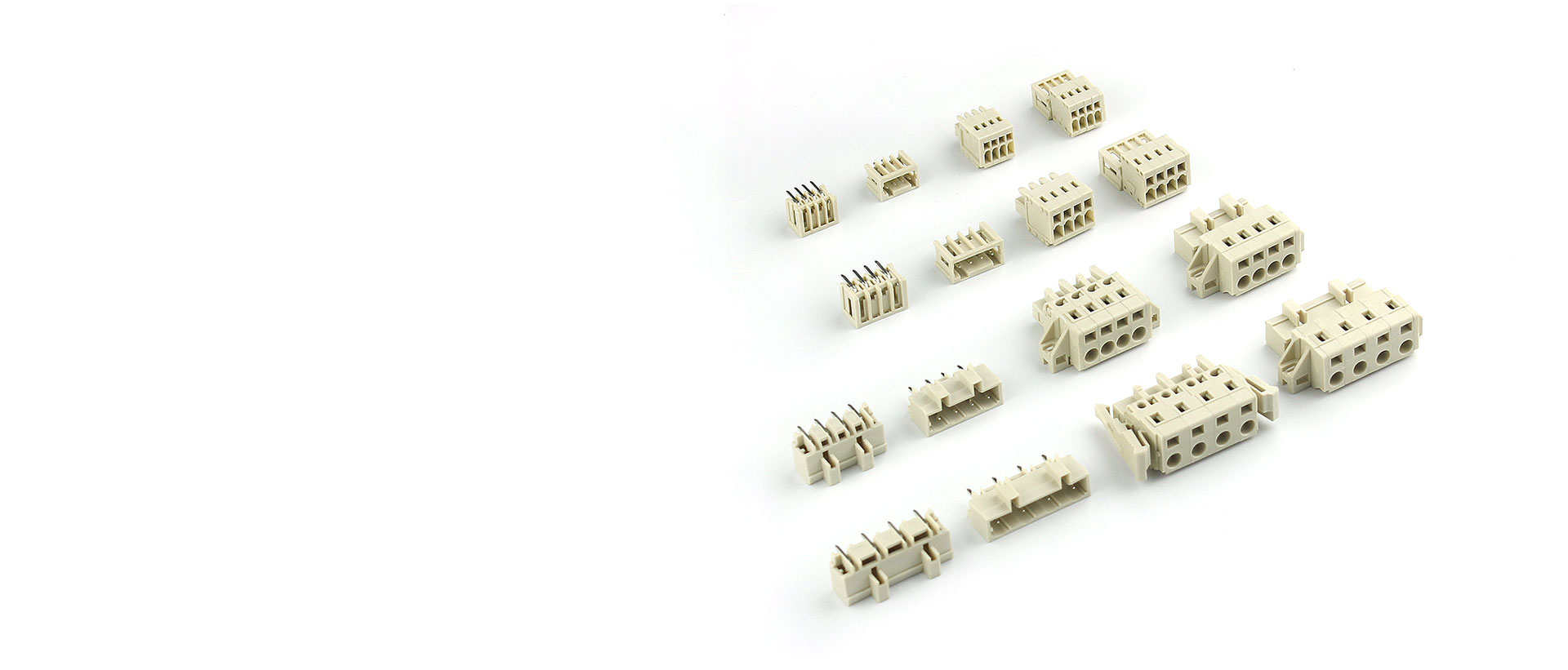
可從豎直或水平兩個(gè)方向?qū)β葆斀泳€單元進(jìn)行操作,使預(yù)置導(dǎo)線和現(xiàn)場(chǎng)布線均更加輕松簡(jiǎn)單
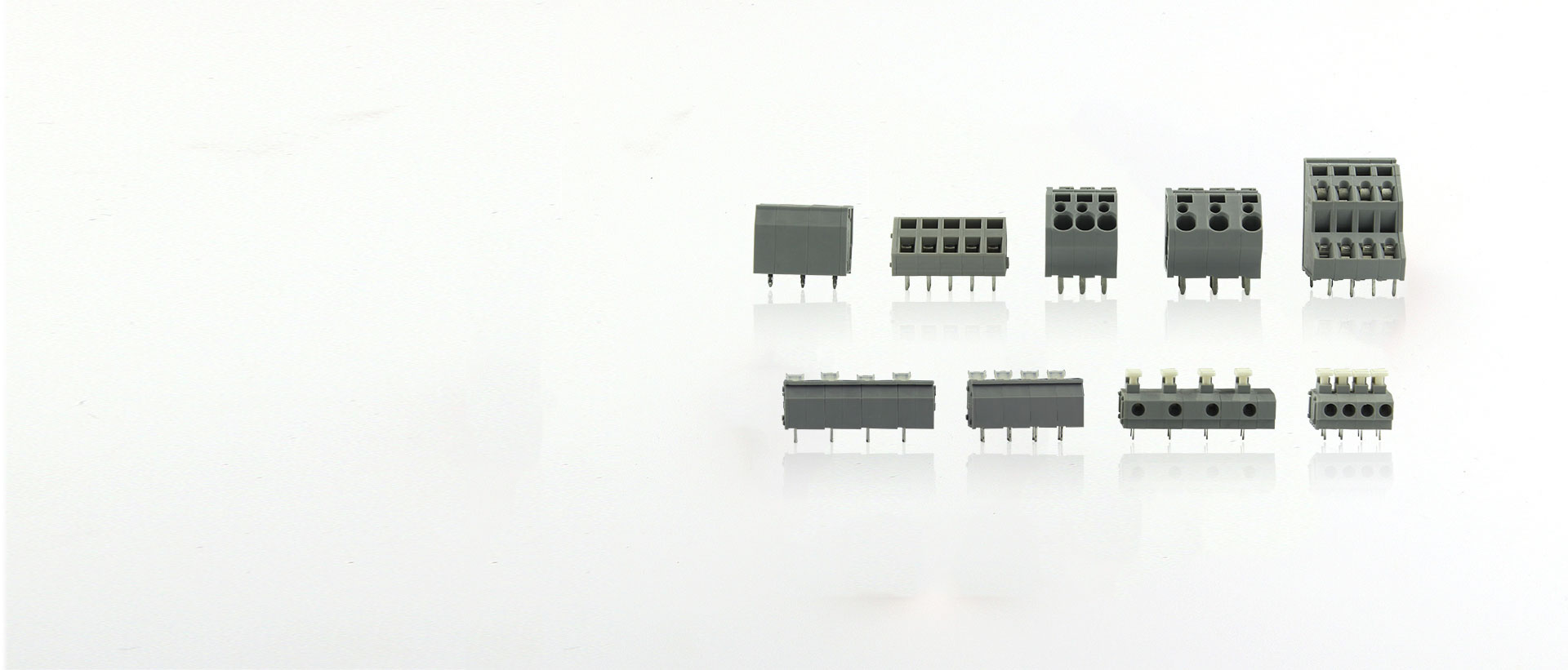
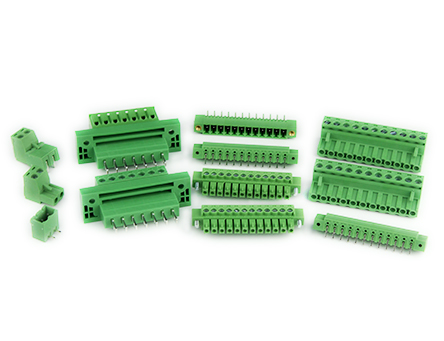
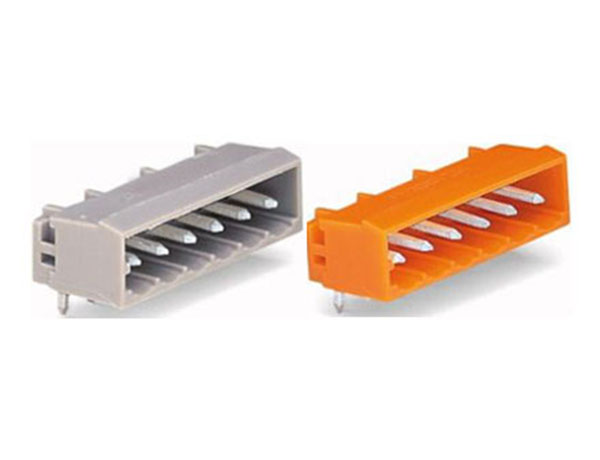
封閉型的螺釘引導(dǎo)孔能夠確保理想的螺絲刀操作。對(duì)于多個(gè)截面等級(jí)的端子配備有統(tǒng)一附件

工業(yè)自動(dòng)化解決方案
連接器在工控產(chǎn)品的應(yīng)用會(huì)遇到安全性防護(hù)問(wèn)題,晉通電子的連接器完美解決此類問(wèn)題。
電力行業(yè)解決方案
在發(fā)電、輸配電、配網(wǎng)的過(guò)程中,現(xiàn)場(chǎng)設(shè)備增多以及用戶對(duì)于設(shè)備的要求也隨之增加。在電力設(shè)備產(chǎn)品的整個(gè)工作周期中,晉通提供可靠安全的聯(lián)接。


照明行業(yè)解決方案
為了實(shí)現(xiàn)照明產(chǎn)品的可持續(xù)發(fā)展,晉通為客戶提供了一系列專業(yè)的電氣聯(lián)接解決方案,其卓越先進(jìn)的品質(zhì)與技術(shù)滿足用戶在任何場(chǎng)合的應(yīng)用需求。
軌道交通解決方案
彈簧壓力連接技術(shù)的應(yīng)用使短途和長(zhǎng)途運(yùn)輸?shù)拿饩S護(hù)連接成為可能,晉通電子可提供更多全面的解決方案。